
Soudeur par friction
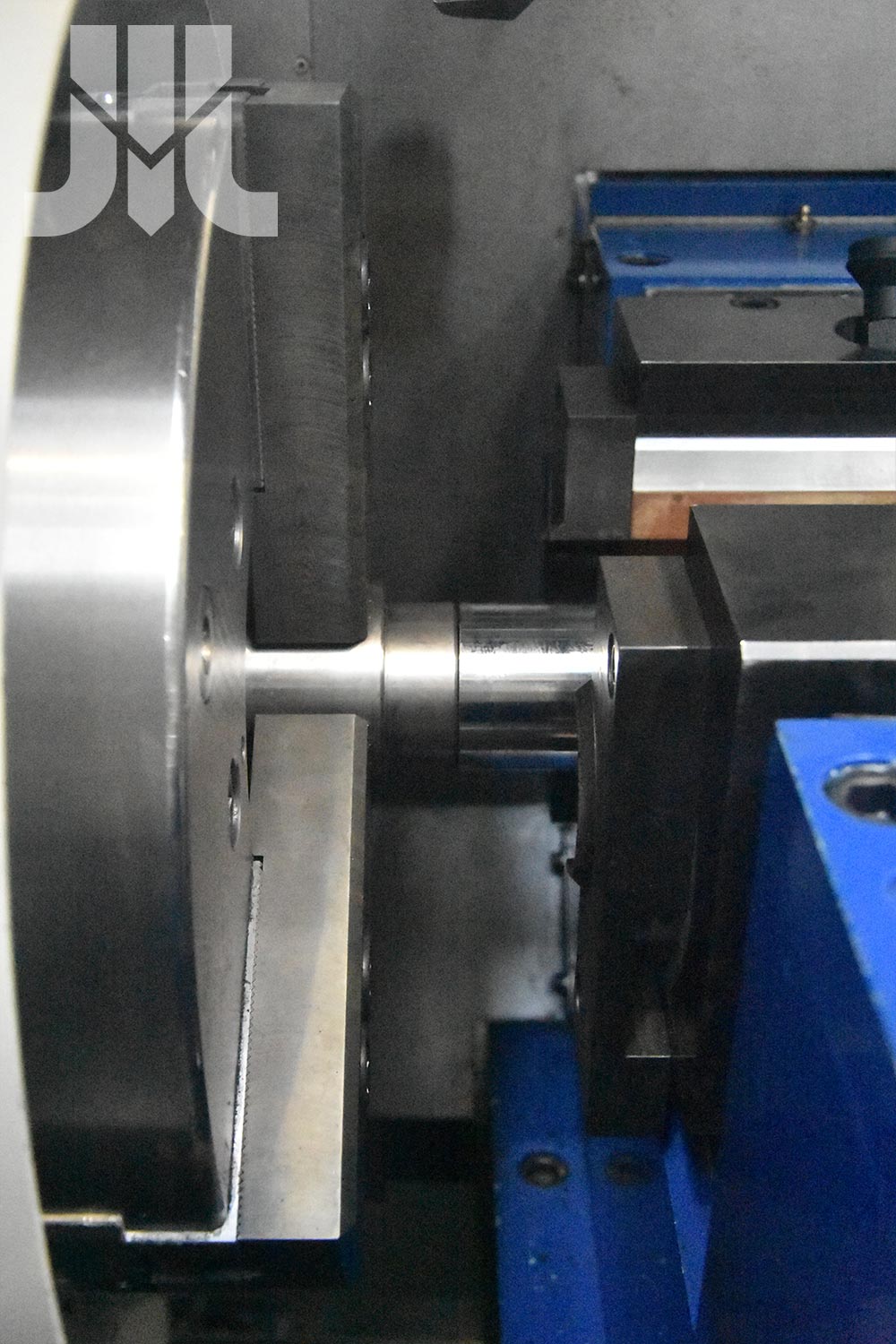
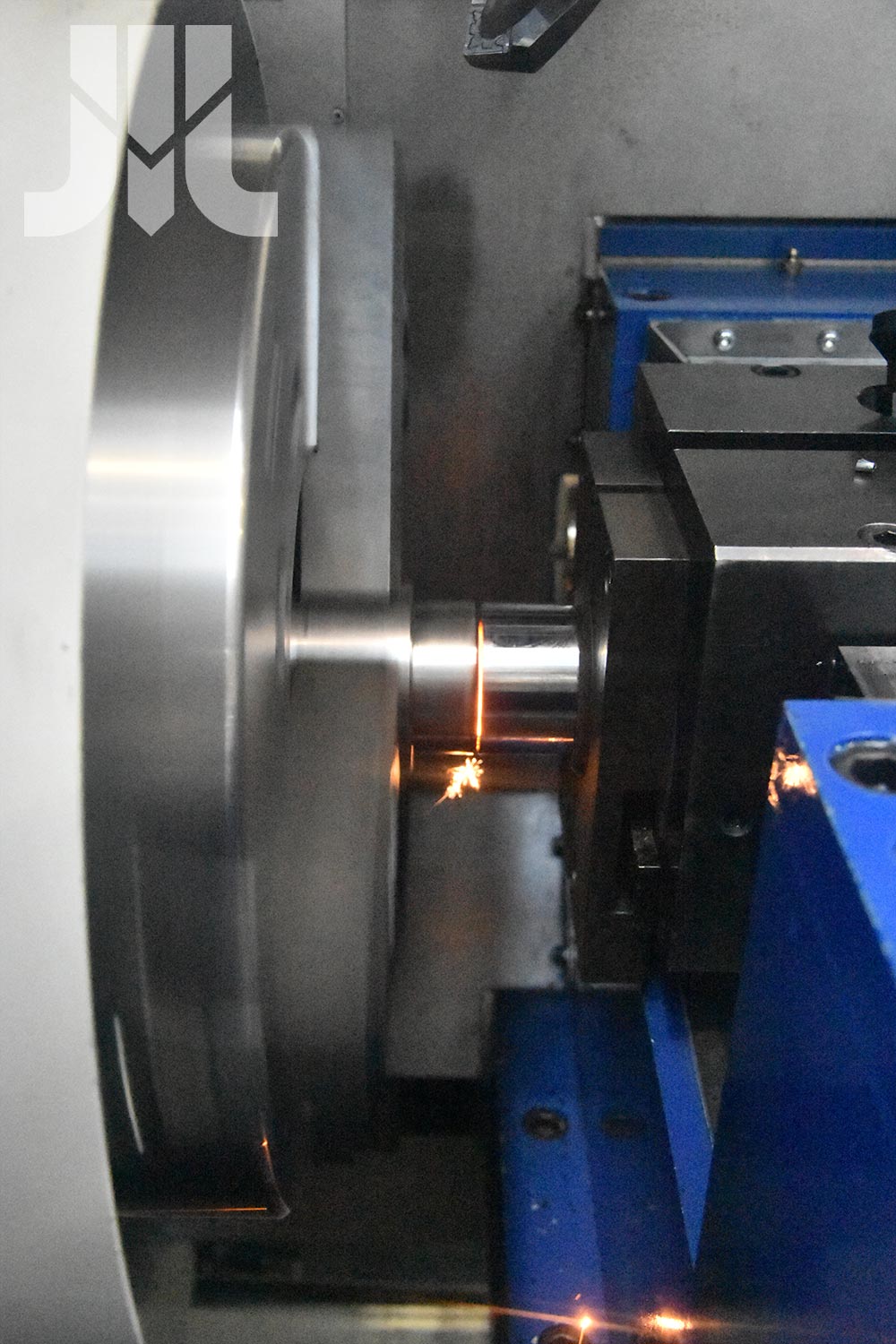
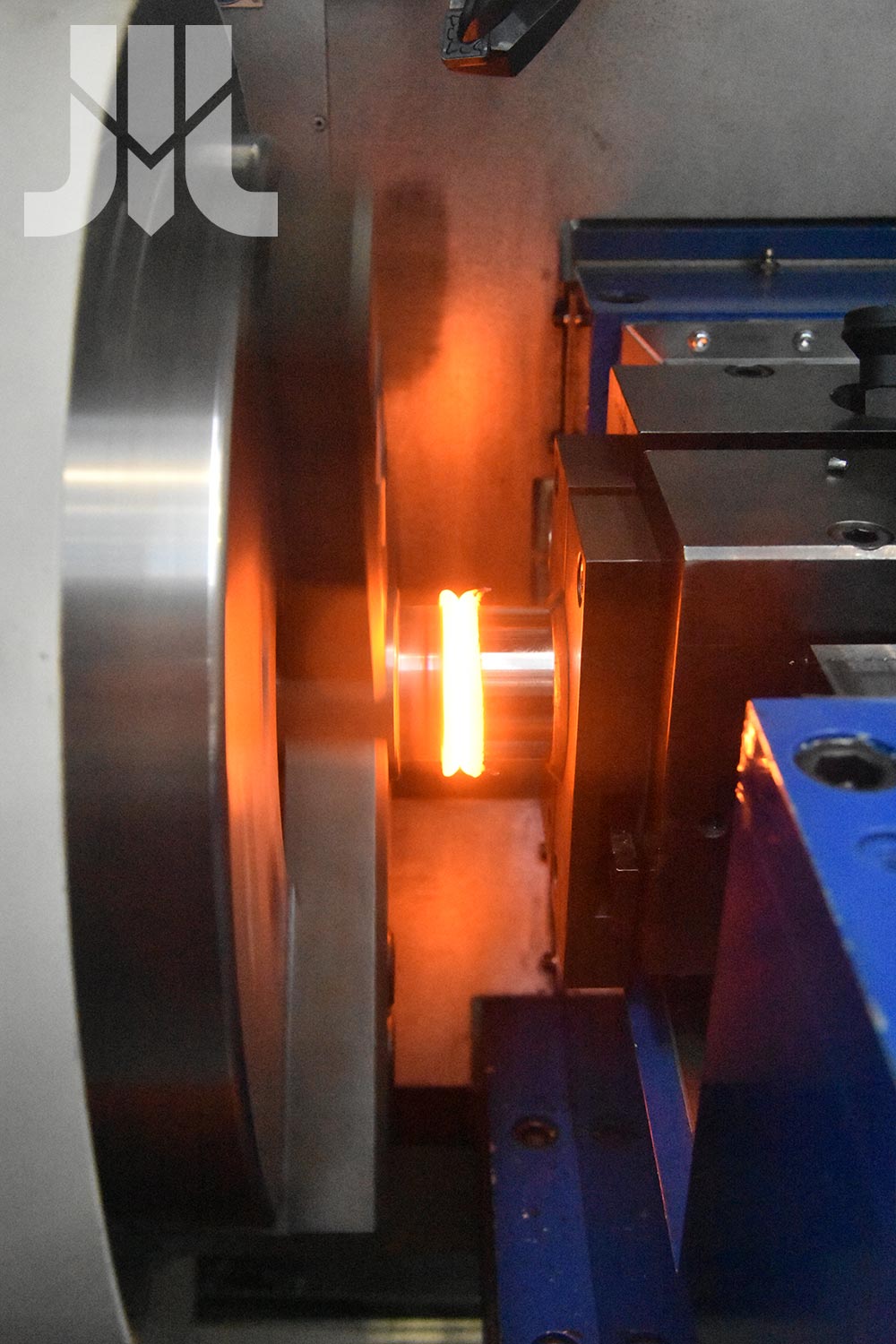

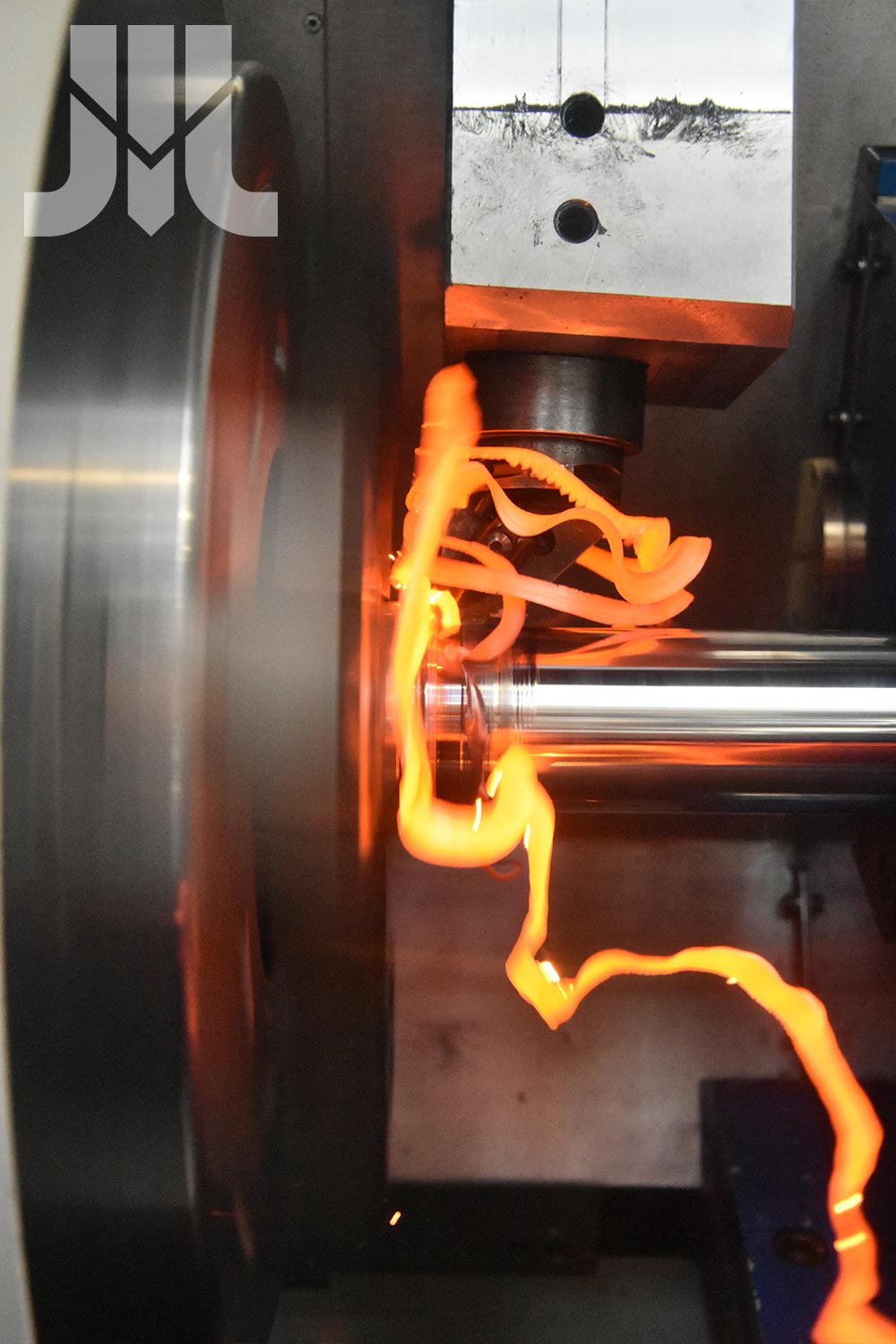
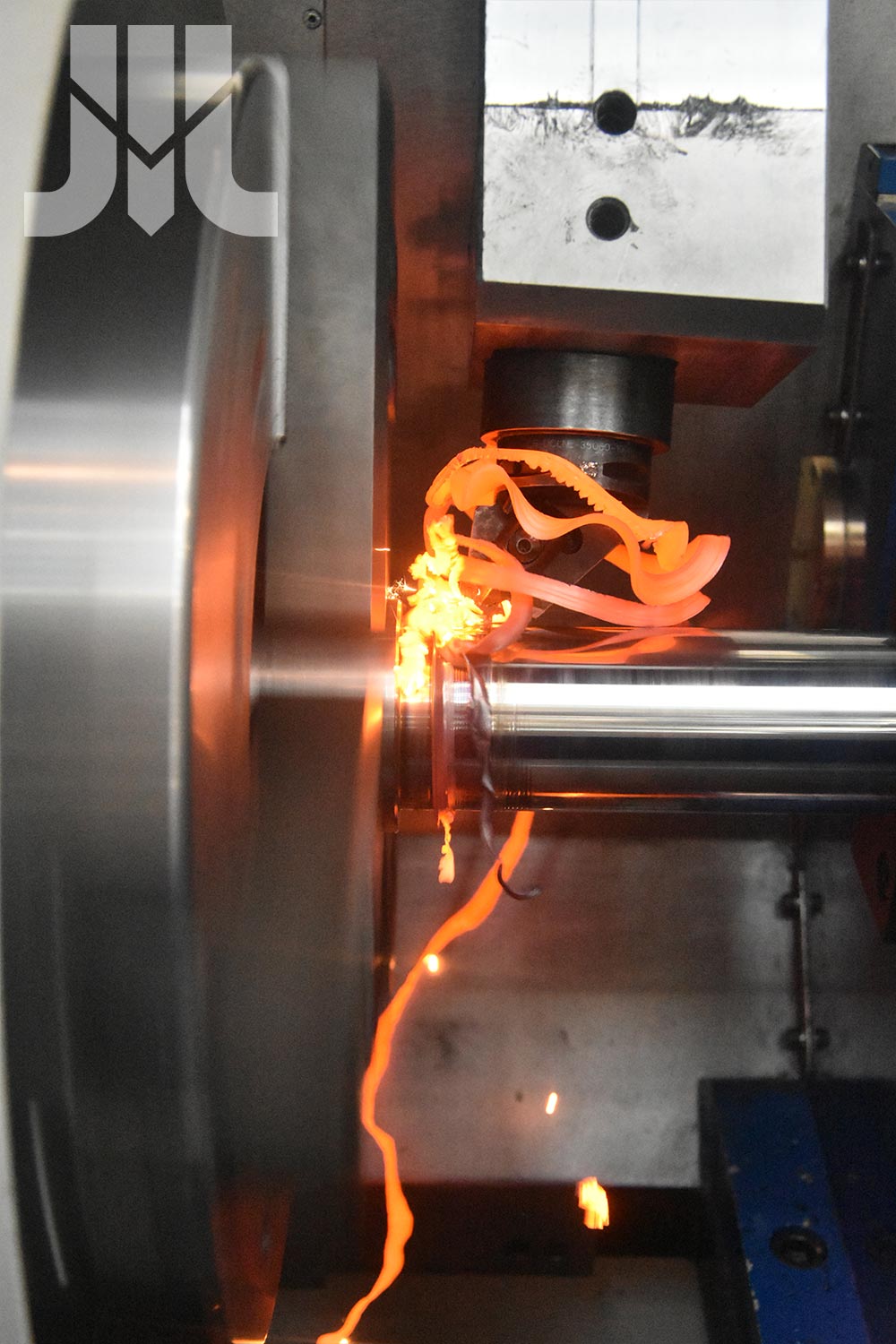


Le banc permet l’assemblage permanent d’éléments par frottement dans la zone de leur contact. Le traitement thermomécanique contrôlé pendant le processus de soudage a pour effet des joints de haute qualité et la répétabilité du résultat de soudage en peu de temps. Le dispositif permet la commande et le contrôle de la qualité pendant le cycle de soudage. L’utilisation du soudage par friction dans le processus de production donne principalement une efficacité de processus et un rendement élevés, de très bonnes propriétés d’assemblages et des conditions de travail sûres.
Équipement et paramètres :
entraînement direct avec une pression de 45 tonnes
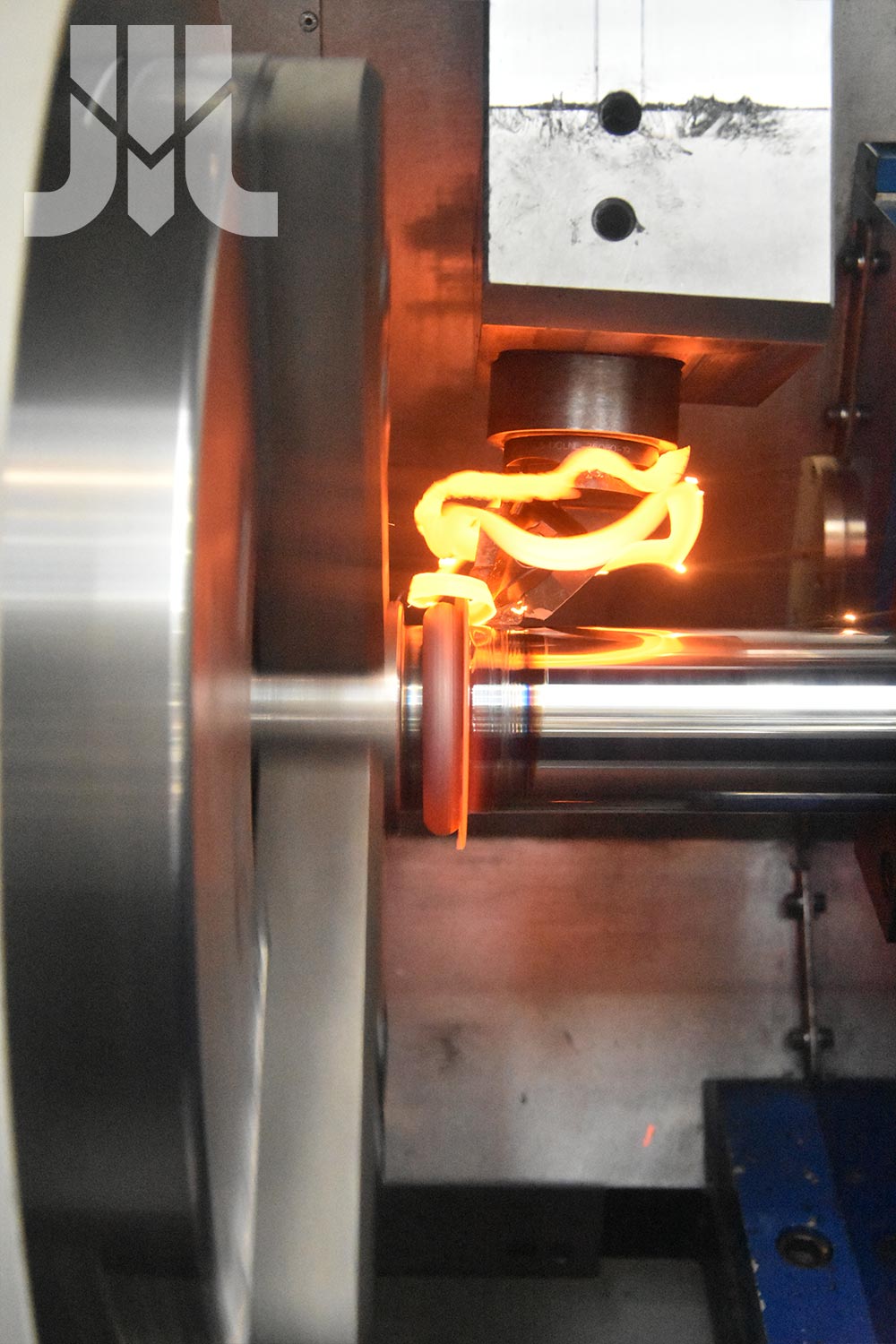
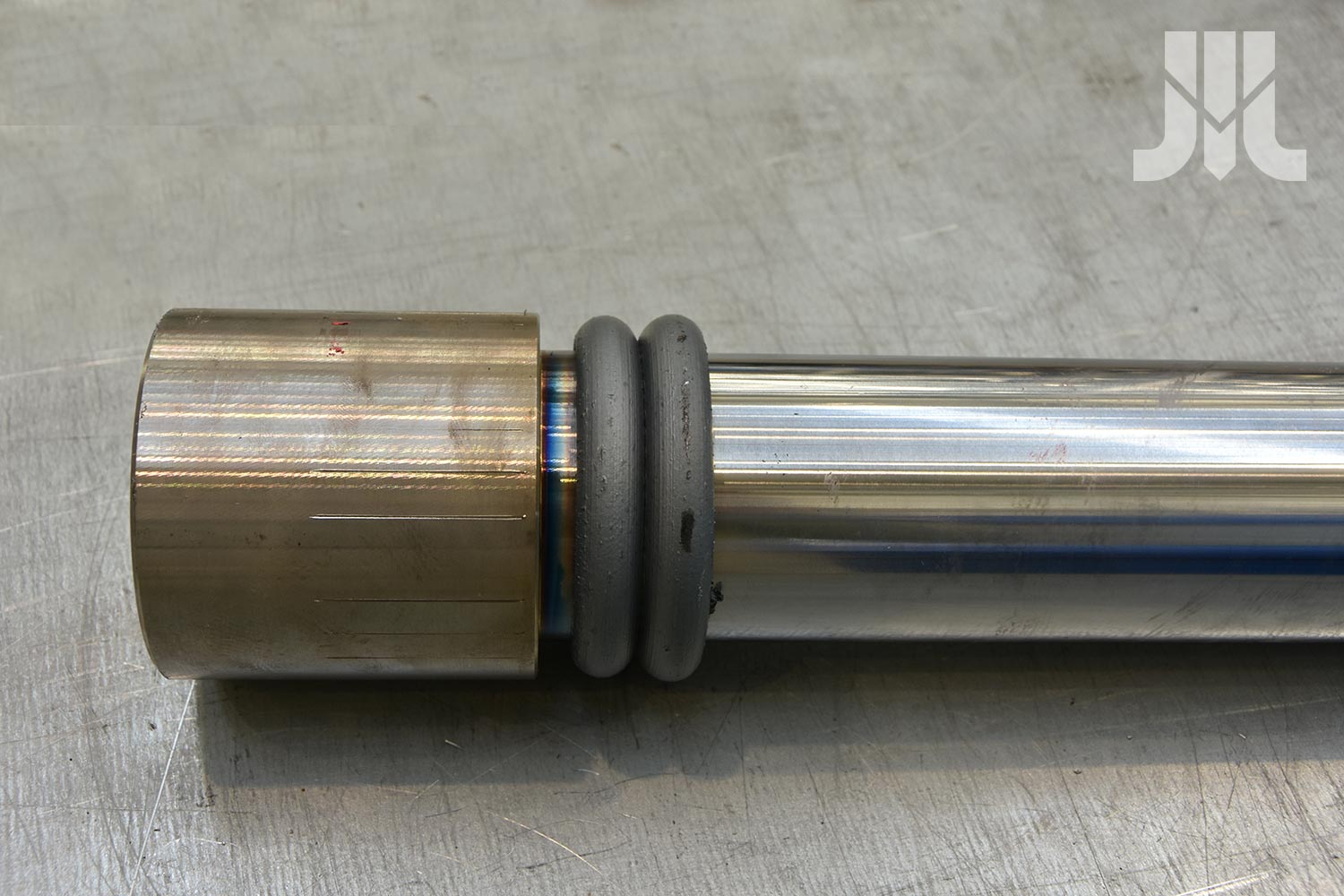
fonction d’élimination de la bavure après le soudage
surfaces de matériaux soudés pour acier noir : min – 254 mm2, max – 2734 mm2
longueur des éléments soudés : min – 100 mm, max – 1700 mm
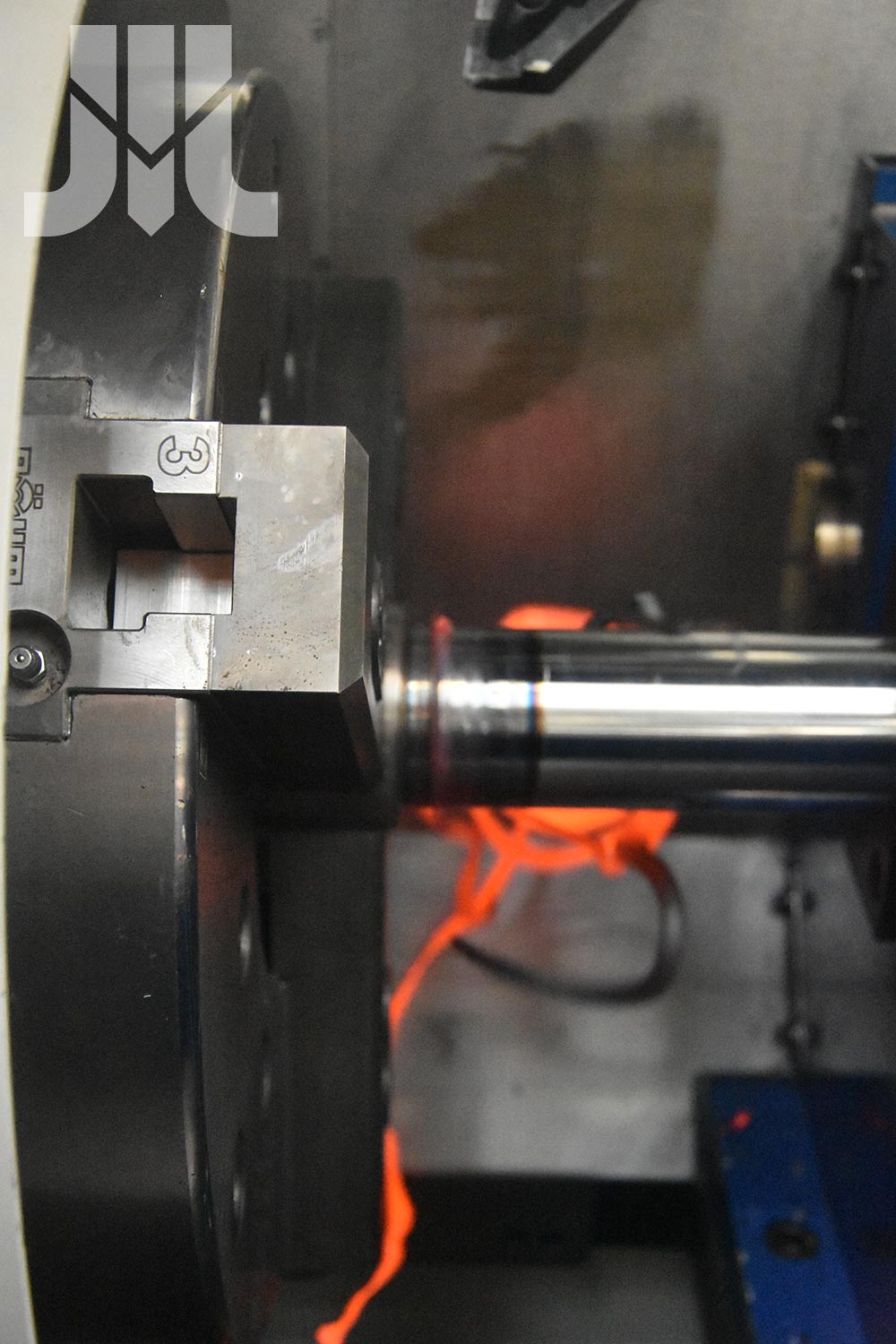
possibilité de montage dans un mandrin à 2 mors, longueur maxi d’un détail dans le mandrin : 130 mm maxi
largeur de la pièce dans le mandrin 200 mm, serrage max entre les mâchoires 70 mm
possibilité de montage dans mandrin à 3 mors, plage de serrage de diamètres de 20 mm à 115 mm
possibilité de souder divers matériaux, notamment : aciers au carbone, aciers à outils, aciers anticorrosion, cuivre, aluminium, alliages de nickel, alliages de cuivre, titane, zirconium, alliages complexes
Applications :
assemblage de matériaux aux propriétés physiques différentes
assemblage des objets de différentes formes et dimensions
assemblage de matériaux différents au moyen d’un insert intermédiaire thermosoudable, soudé à chacun des deux éléments assemblés
assemblages de barres ou de tuyaux, remplaçant des éléments métalliques des constructions réalisées par découpe – réduction de la consommation de matière
assemblage des éléments de construction, avant faits en métaux coûteux, avec des éléments bimétalliques,
composés de métaux moins chers ou plus adaptés pour des raisons d’utilité – réduction des coûts
assemblage de plusieurs éléments ayant des formes simples (faciles à fabriquer), remplaçant des pièces forgées ou moulées
compliqués – réduction des coûts
assemblage d’éléments dans la production en série, remplacement des méthodes de soudage moins efficaces